A Tech Bite from Greener Packaging Technology Engineer Steve Tucker
This Greener Tech Bite explains how the structure of a flexible packaging material effects its seal range and ultimately determines maximum machine speeds.
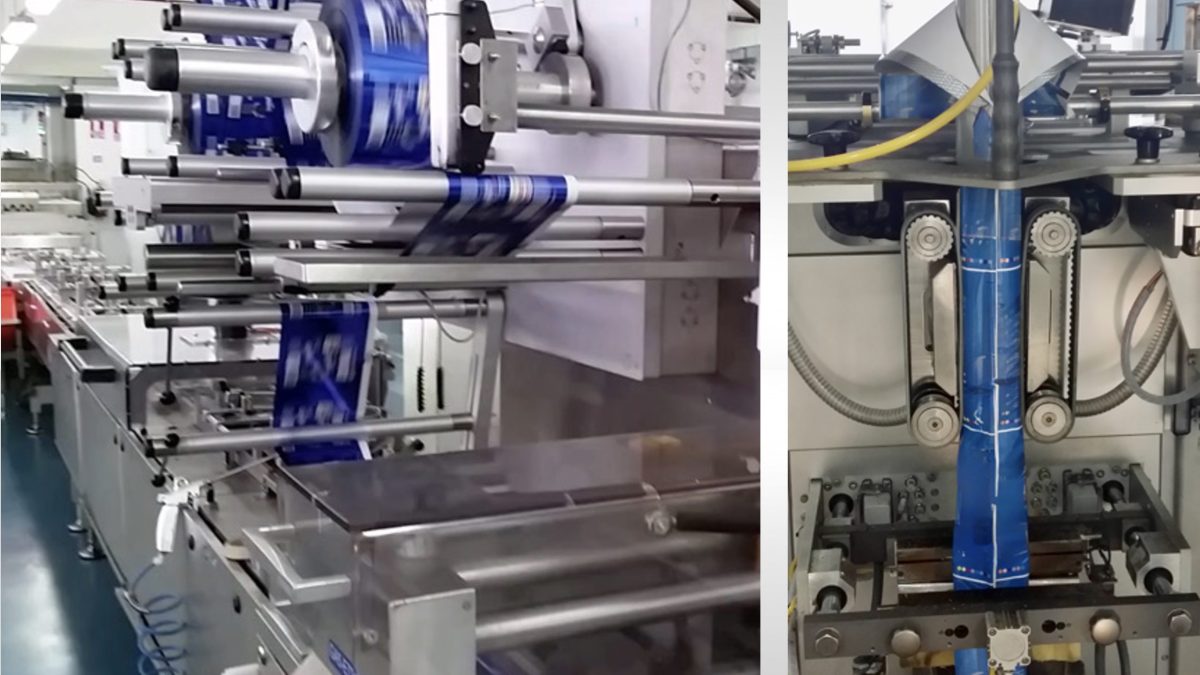
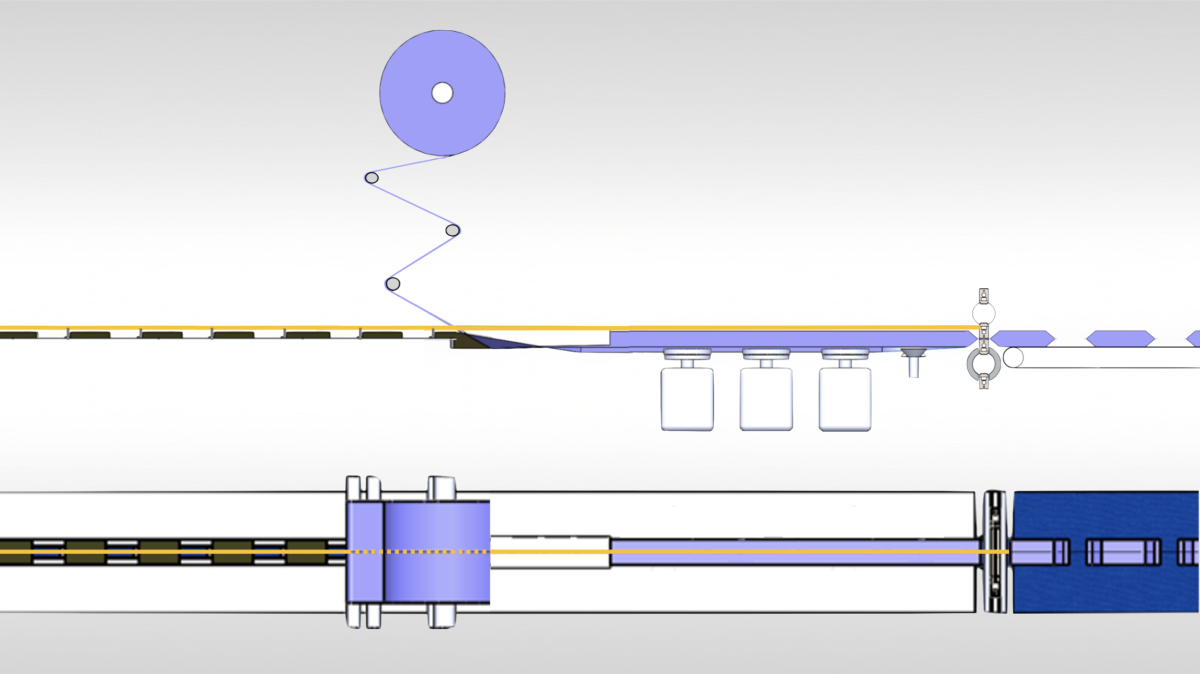
We examine legacy technologies as well as today’s sustainable materials, and discuss how Greener’s new sealing jaw technology expands the seal range to increase production speeds and improve package quality on flow wrappers and vertical FFS baggers.
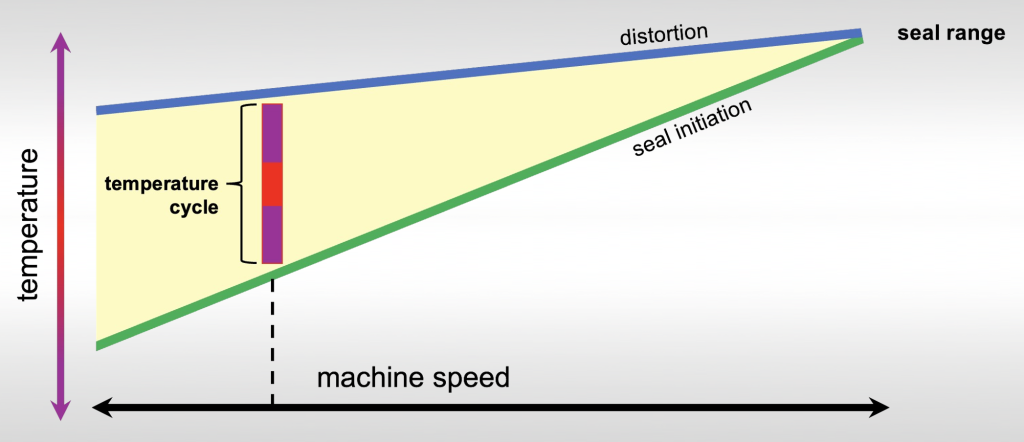
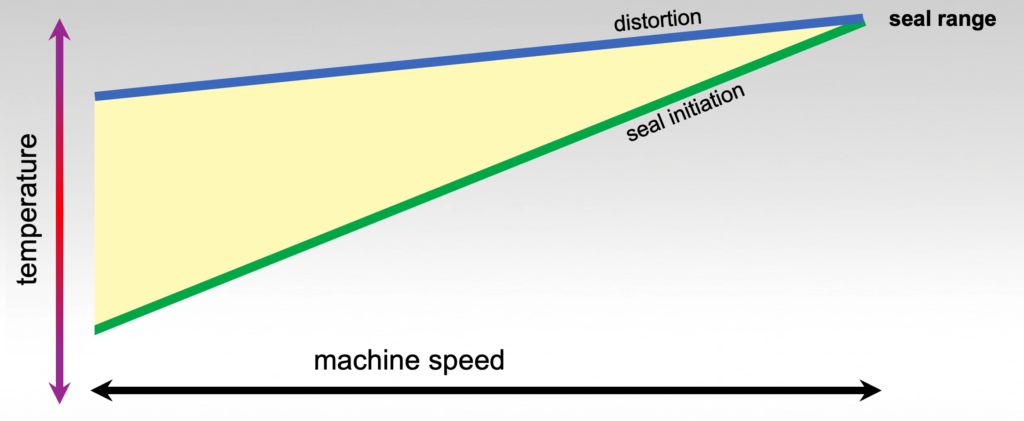
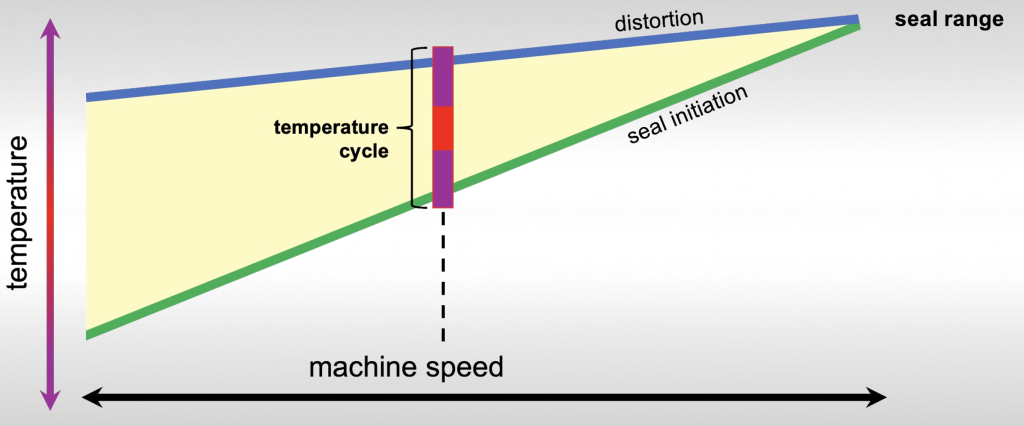
In previous Tech Bites, we’ve defined seal range as the difference between the seal initiation temperature and seal distortion temperature during the packaging process. We’ve shown that the seal range must be wide enough to accommodate the normal temperature cycles of the sealing jaws.
Flexible Packaging Materials
Polymer Type & Thickness
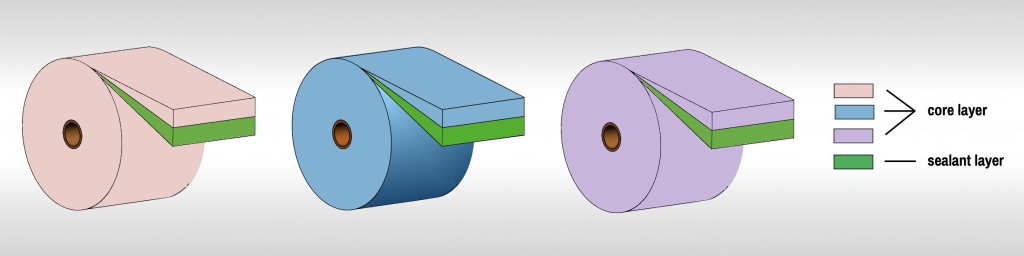
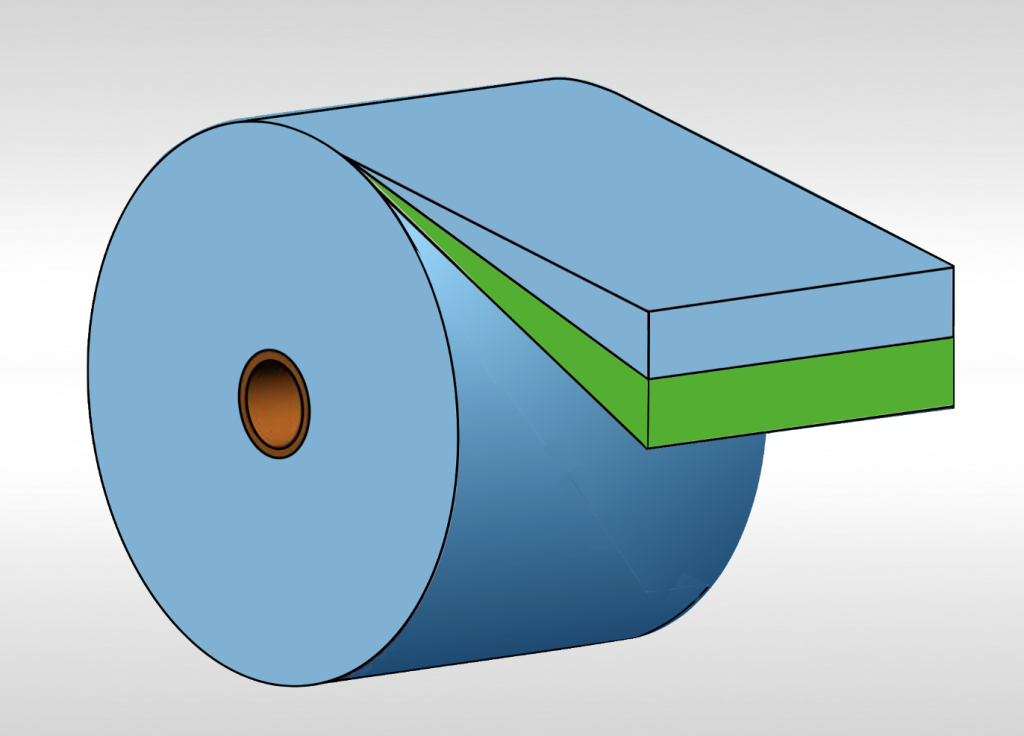
To explain the impact of flexible packaging material structure on seal range, we will focus on the type and thickness of both the core layer polymers and the sealant layer.
Laboratory Melt Point Spread
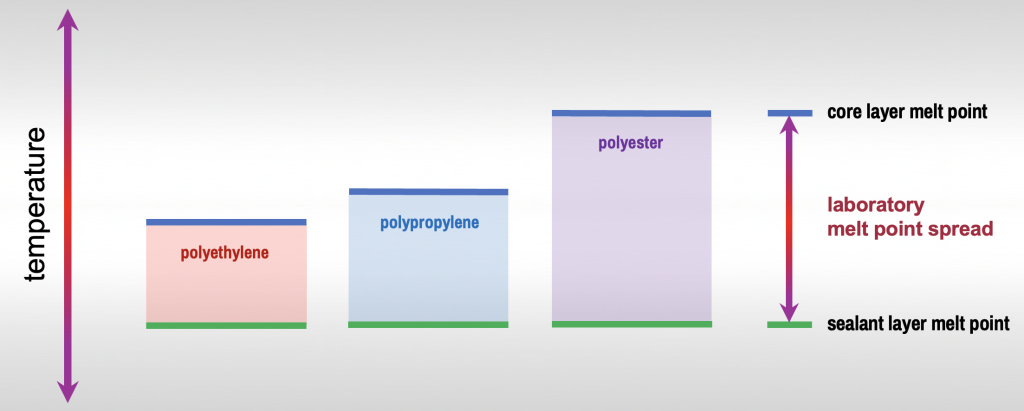
One of the more important polymer attributes is the melt point of the core layers, which varies significantly between polymer types. The higher the melt-point, the more resistant the material becomes to heat-related damage at high temperatures.
The sealant layer is designed to have a lower melt temperature than the core layers.
We can refer to the spread between the sealant layer melt point and the core layer melt point as the laboratory melt point spread, which relates only to theoretical temperatures, without respect to the packaging conditions required for the material to reach those temperatures.
Seal Range
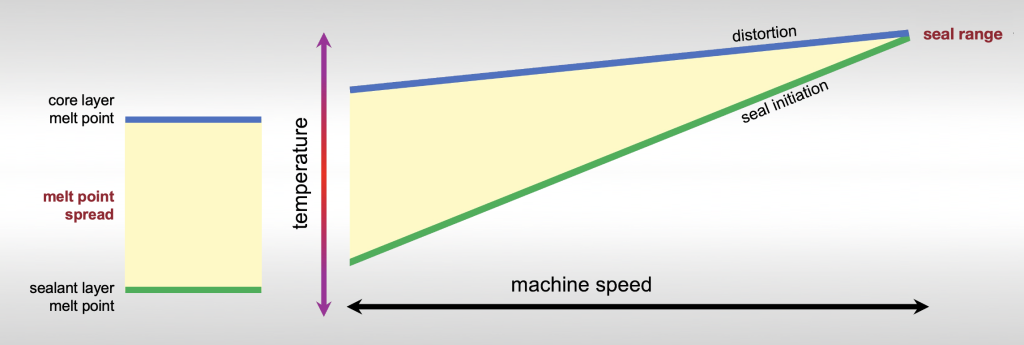
Melt Point Spread is not quite the same as seal range, which is a bit more complex. Rather than looking solely at a material’s theoretical melt points, seal range describes the machine settings necessary to achieve those melt points.
A true seal range study will describe the relationship between sealing jaw temperature, dwell time, and force, and will ultimately determine the optimized settings necessary to maintain seal quality.
Laboratory Melt Point Spread vs Seal Range
The seal initiation temperatures and distortion temperatures of a material’s seal range are always higher than the laboratory melt points. The difference is a function of a material’s thermal conductivity and thickness, along with the available dwell time and force.
Thermal Transfer Efficiency (TTE)
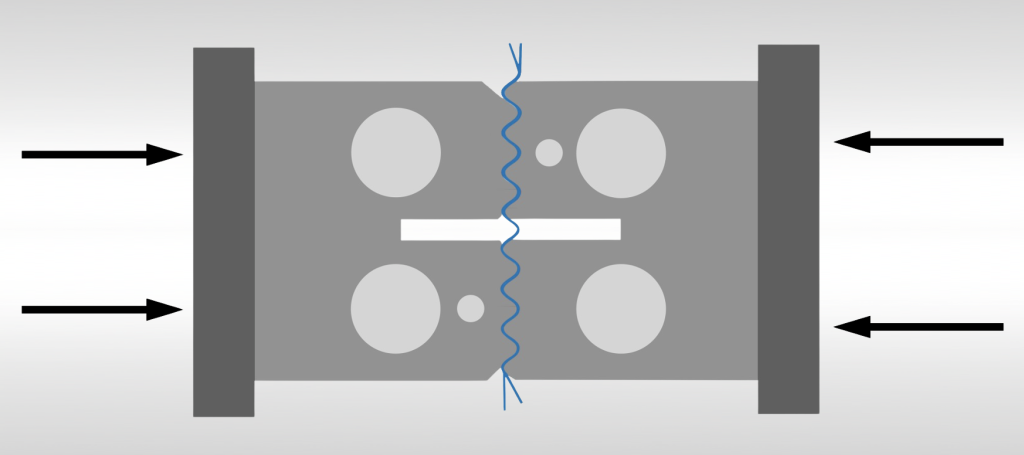
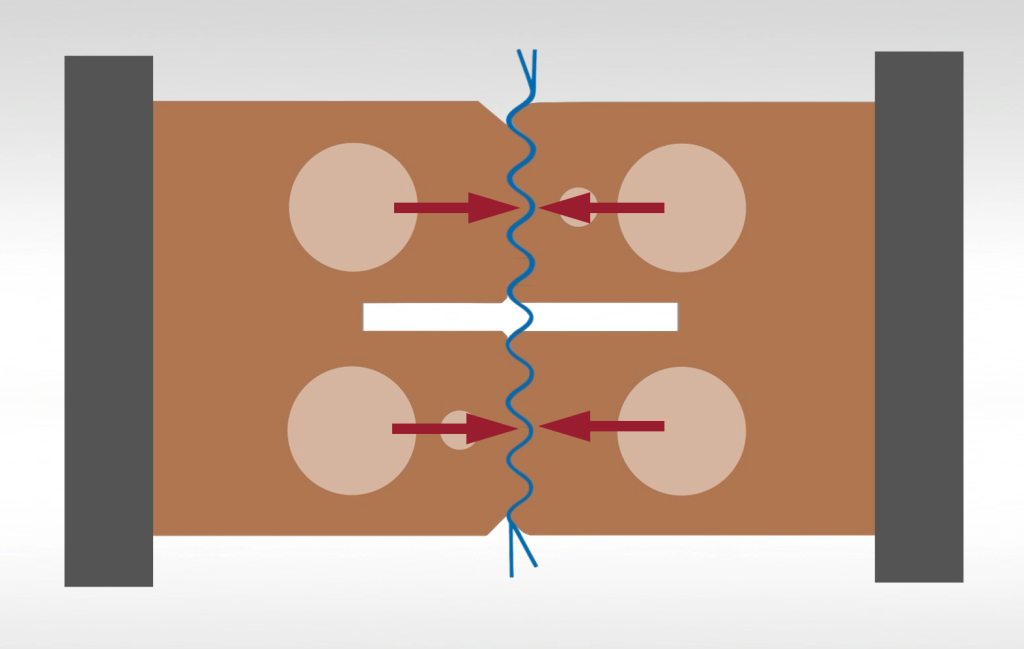
During the sealing process, temperatures are highest where the sealing jaws contact the package and then dissipate as heat travels through the core layers to the sealant. This heat transfer becomes a race against time.
The goal is to optimize Thermal Transfer Efficiency (TTE)—to reach seal initiation temperature at the sealant layer as quickly as possible, without heating the core layers to their distortion temperature.
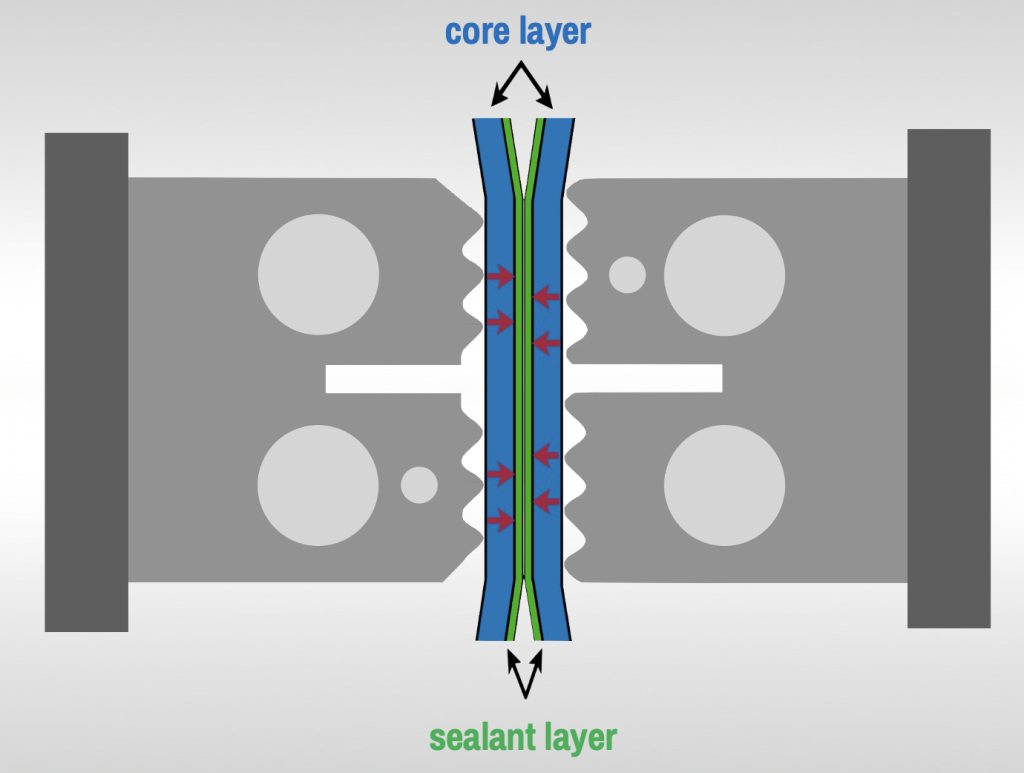
Force, and the efficient distribution of that force, is the key driver of Thermal Transfer Efficiency.
Seal Range Factors
Dwell Time – Machine Speed
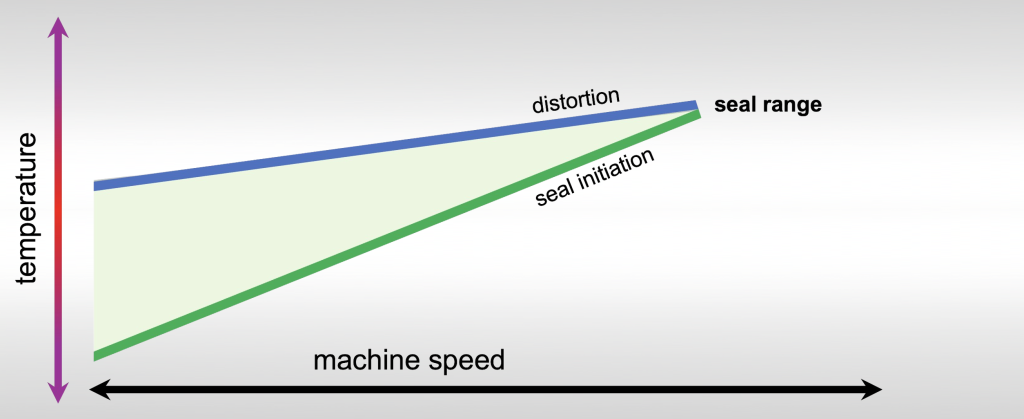
As machine speed increases and dwell time is reduced, the seal range narrows.
Flexible Packaging Material Thickness
Increasing a material’s thickness also narrows the seal range; the core layer distortion-point is raised, but the seal initiation temperature is raised even higher.
Temperature
Temperatures can be increased, but machine speed is limited by the need to keep normal sealing jaw temperature cycles within the seal range.
Flexible Packaging Material Structure
Compared to many other materials, polyester offers a broader seal range that enables excellent seal integrity even at high machine speeds.
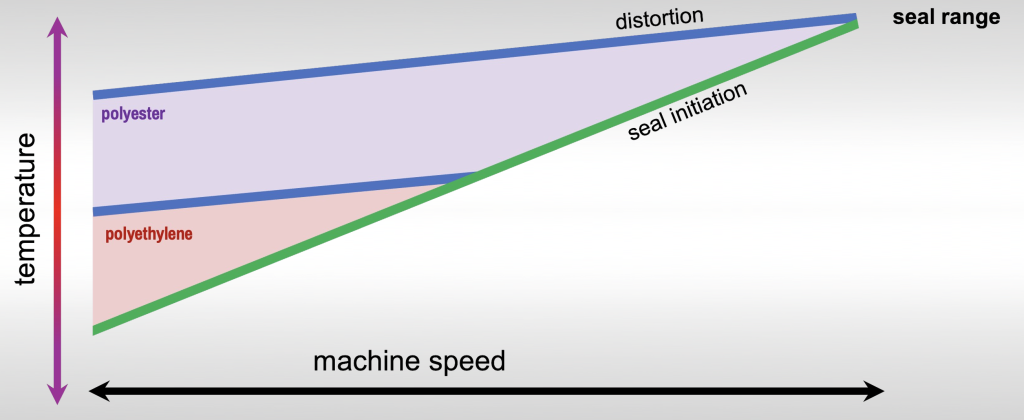
Materials with a narrower seal range, including many sustainable structures, have often required slower machine speeds to maintain seal quality.
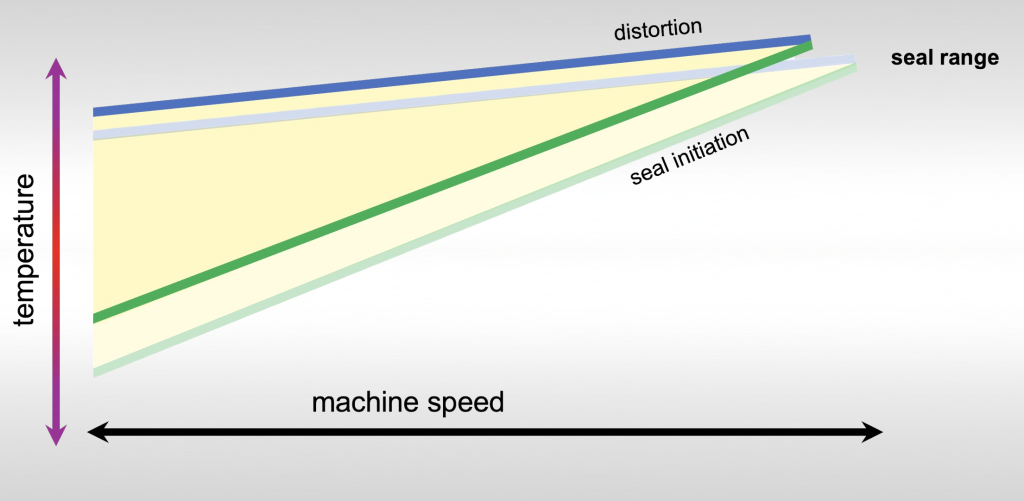
Increase Thermal Transfer Efficiency (TTE) to Expand Seal Range
Significant increases to the Thermal Transfer Efficiency of the sealing jaws can mitigate machine speed limitations. As Thermal Transfer Efficiency is improved, optimum heat will be transferred from the sealing jaws into the packaging material at a lower temperatures and/or in less time, allowing for a wider seal range that provides increased machine speed.
XR™* Sealing Jaws
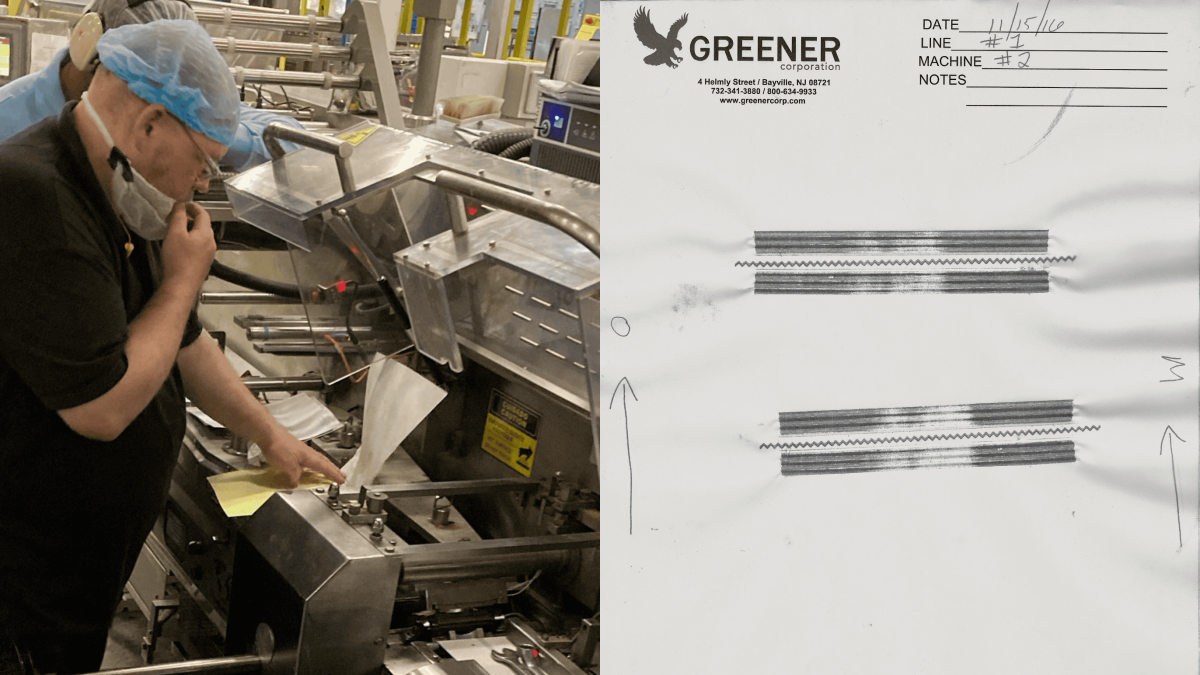
Greener Corporation’s XR™* Sealing Jaws, utilizing unique serration geometry and Dura-Therm material, provide this increased Thermal Transfer Efficiency by distributing a machine’s existing sealing force more effectively.
Sustainable Materials & Difficult to Seal Packages
XR™* Sealing Jaws provide the broader seal range that can be especially critical with sustainable materials and difficult to seal packages, where the need for longer dwell times has previously created package quality and machine speed limitations.


Reduce Flexible Packaging Material Costs
Increased Thermal Transfer Efficiency can also maintain seal quality and machine speeds with thinner or less expensive sealant layers that reduce flexible packaging material costs.
Are you missing opportunities to expand your seal range to increase machine speed, improve seal quality, and reduce costs?
Contact Greener Corporation’s Technical Specialists. We provide integrated parts and technical service solutions worldwide.